Máy cắt laser sợi quang, bước sóng laser 1070-1080nm có thể cắt các loại kim loại khác nhau, như thép không gỉ, thép carbon, tấm nhôm, đồng thau, đồng, tấm mạ kẽm, v.v.
Cvòi máy laser phù hợp để cắt CS
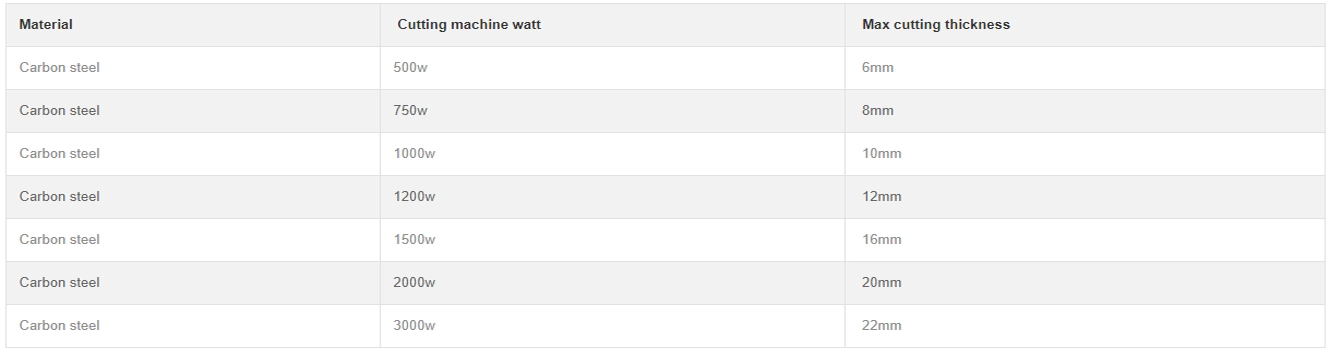
Độ dày khác nhau CS cần khác nhau công suất laze. Bên dưới độ dày cắt tối đa của watt khác nhau, đối với Cắt CS:
CCắt Laser S: Các yếu tố ảnh hưởng đến quá trình
Sức mạnh của Laser:
Công suất laser là một trong những yếu tố quan trọng nhất trong xử lý laser trên các vật liệu khác nhau, cũng như Cắt CS.
Ngoài ra, chùm tia laze có công suất thấp hơn được sử dụng khi chúng ta muốn có độ chính xác cắt cao hơn. Mặt khác, vật liệu dày hơn và bền hơn đòi hỏi chùm tia laser có công suất cao hơn. Ví dụ, một tấm kim loại 8 mm cần ít nhất 1000 watt để cắt hiệu quả.
Tần số xung:
Tần số xung có phần tỷ lệ thuận với công suất chùm tia laser. Laser hiện đại cung cấp các tính năng điều khiển phức tạp cho quá trình cắt laser cho phép tự động tăng hoặc giảm tần số xung theo vật liệu hiện có.
cắt laser Loại khí:
Mỗi vật liệu yêu cầu một loại khí cụ thể để sử dụng tia laser để quá trình gia công diễn ra hiệu quả và an toàn. Ví dụ, gỗ dễ cháy không bao gồm việc sử dụng oxy vì sẽ có nguy cơ hỏa hoạn. Mặt khác, oxy được sử dụng khi cắt các bề mặt kim loại không chứa oxit.
Loại khí không phải là yếu tố duy nhất phát huy tác dụng. Chất lượng của khí cũng quan trọng không kém. Các phiên bản có độ tinh khiết khác nhau của cùng một loại khí sẽ ảnh hưởng khác nhau đến quá trình cắt cả về thời gian và chất lượng.
Áp suất khí ga:
Áp suất của khí laser là một yếu tố quan trọng khác cần lưu ý. Áp suất khí ảnh hưởng đến độ dày của vật liệu cần cắt. Vật liệu càng mỏng thì áp suất khí càng thấp hoặc có nguy cơ làm hỏng vật liệu và chính thiết bị laser.
Kích thước vòi phun:
Các vòi cắt ảnh hưởng đáng kể đến quá trình cắt laser. Ví dụ, khi chúng ta phải xử lý việc cắt laser áp suất thấp, cần có vòi phun nhỏ hơn. Ngược lại, khi gia công vật liệu yêu cầu cắt áp suất cao hơn thì chúng ta cần sử dụng vòi phun lớn hơn.
Khoảng cách vòi phun từ bề mặt vật liệu:
Khoảng cách giữa đầu phun và bề mặt cắt đóng vai trò quan trọng đối với chất lượng của kết quả cắt laser cuối cùng. Theo nguyên tắc chung, khoảng cách giữa đầu và bề mặt càng ngắn thì chúng ta có đường cắt càng chính xác và chất lượng cao hơn.
Tình trạng ống kính lấy nét:
Ống kính lấy nét cần phải sạch sẽ và luôn trong tình trạng hoàn hảo. Nếu có dấu vết ô nhiễm trên ống kính thì quá trình cắt laser bị cản trở và kết quả có chất lượng thấp hơn. Hơn nữa, ống kính lấy nét bẩn là thủ phạm chính làm tăng nhiệt độ và có thể gây hại cho thiết bị laser.
Hy vọng những điều trên có thể giúp ích cho bạn trong quá trình cắt tấm kim loại, đặc biệt là cắt CS. Mọi thắc mắc về cắt laser sợi quang, vui lòng liên hệ với chúng tôi.