


What to do with laser cutting machine edge burning
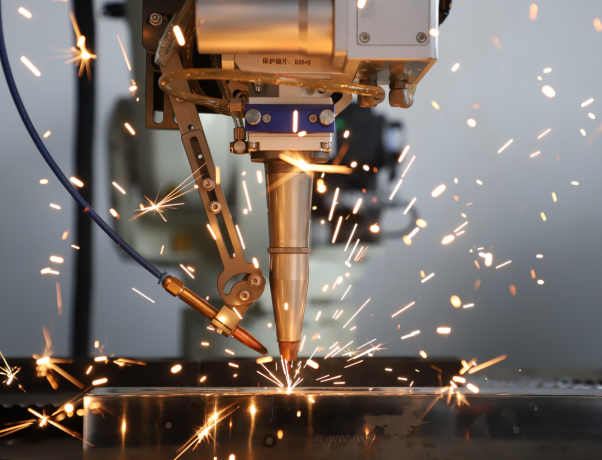
The XT laser cutting machine is cutting carbon steel plates
The laser cutting machine is a common laser equipment used to cut metal materials. Since the laser cutting process belongs to the non-contact hot working industry, the residue generated during cutting is mainly blown away by gas. In the process of daily use of the laser cutting machine, when we check the surface of the workpiece, we will find that the surface of the workpiece cut by the laser cutting machine is scorched, which is called edge burning, How should we respond when these situations arise? Don’t worry, the manufacturer of XT Laser medium and low power laser cutting machines is here to educate everyone on how to deal with the above situation.
Why does the laser cutting machine experience edge burning?
When laser cutting machines process sheet metal, there may be edge burning and slag hanging, which seriously affects the accuracy and appearance of the product. For many novice operators, they do not know how to solve this problem. Let’s first understand why laser cutting machines experience edge burning.
Metal laser cutting machines generate a large amount of heat when processing sheet metal. Under normal circumstances, the heat generated by cutting will diffuse along the cutting seam to the processed sheet metal for sufficient cooling. In the processing of small holes using a metal laser cutting machine, the outer side of the hole can receive sufficient cooling, while the small hole part on the inner side of a single hole has a small space for heat diffusion, resulting in excessive concentration of heat energy, which can cause overheating, slag deposition, and so on. In addition, in thick plate cutting, the accumulation of molten metal and heat on the material surface during perforation can cause turbulence in the auxiliary airflow and excessive heat input, leading to overheating.
A Method for Solving Edge Burning in Metal Laser Cutting Machines
1. Solution to overburning during the cutting of small holes in carbon steel by metal laser cutting machine: In carbon steel cutting with oxygen as auxiliary gas, the key to solving the problem lies in how to suppress the generation of oxidation reaction heat. The method of using auxiliary oxygen during perforation and lagging switch to auxiliary air or nitrogen for cutting can be used. This method can process small holes of up to 1/6 thick plates. The pulse cutting conditions with low frequency and high peak output power have the characteristic of reducing heat output, which helps to optimize the cutting conditions. Setting the conditions to a single pulse laser beam, high peak energy output, and low frequency conditions can effectively reduce the accumulation of molten metal on the material surface during the perforation process, and effectively suppress heat output.
2. Solution for metal laser cutting machine in aluminum alloy and stainless steel cutting: In the processing of such materials, the auxiliary gas used is nitrogen, which will not cause edge burning during cutting. However, due to the high temperature of the material inside the small hole, the phenomenon of slag hanging on the inside will be more frequent. The effective solution is to increase the pressure of the auxiliary gas and set the conditions to high peak output and low frequency pulse conditions. When using air as an auxiliary gas, just like when using nitrogen, it will not overheat, but it is easy to have slag hanging at the bottom. The conditions need to be set to high auxiliary gas pressure, high peak output, and low-frequency pulse conditions.
In summary, have you gained a new understanding of how to solve such problems? In fact, in no case should you be in a hurry when encountering problems, you can always find a solution. If you have purchased a XT laser cutting machine, you can contact us to solve your worries.
