

تحليل المعلمات التكنولوجية للحفر العميق بالليزر للعديد من المواد المعدنية- Kalyn
تحليل المعلمات التكنولوجية للحفر العميق بالليزر للعديد من المواد المعدنية
في القوالب والعلامات وملحقات الأجهزة ولوحات الإعلانات ولوحات ترخيص السيارات وغيرها من المنتجات ، لن تؤدي عملية التآكل التقليدية إلى تلوث البيئة وكفاءة منخفضة فقط. مقارنة بالطريقة التقليدية للنحت العميق للمعادن ، يتميز نحت المعدن بالليزر العميق بمزايا عدم التلوث والدقة العالية ومحتوى النحت المرن وتقنية النحت المعقدة المرضية المواد المعدنية الشائعة للنحت العميق هي الكربون الصلب والفولاذ المقاوم للصدأ والألمنيوم والنحاس والمعادن النفيسة.
1. تأثير إلغاء التركيز على عمق النقش

في البداية ، أقصى عمق يتوافق مع عمليات إلغاء الضبط البؤري المختلفة.استنادًا إلى البيانات الواردة أعلاه ، نستنتج أن قدرًا معينًا من إلغاء الضبط البؤري ضروري للنحت العميق على السطح المعدني للحصول على أفضل تأثير نحت.إزالة تركيز الألمنيوم المحفور والنحاس هو -3 ملم.المنحوتات المصنوعة من الفولاذ المقاوم للصدأ والفولاذ الكربوني تمتاز بخاصية إلغاء تركيز -2 مم.
2. تأثير عرض النبض على عمق النحت
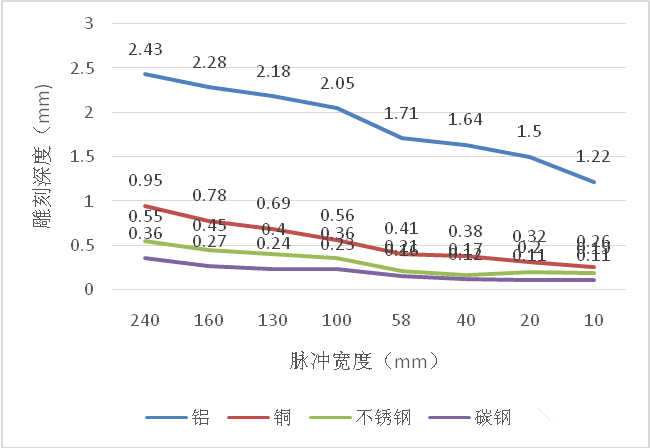
ثانيًا ، يمكن أن يرى من الرسم التخطيطي أن rfl-100m نحت.مع انخفاض عرض النبضة ، يتناقص عمق النحت.عند 240 ثانية ، يكون عمق النحت لكل مادة هو الأكبر ، ويرجع ذلك أساسًا إلى تقليل عرض النبضة مما يؤدي إلى تقليل طاقة النبضات الأحادية.هذا يقلل من الضرر الذي يلحق بالسطح المعدني.ينتج عنه عمق أقل وأقل.
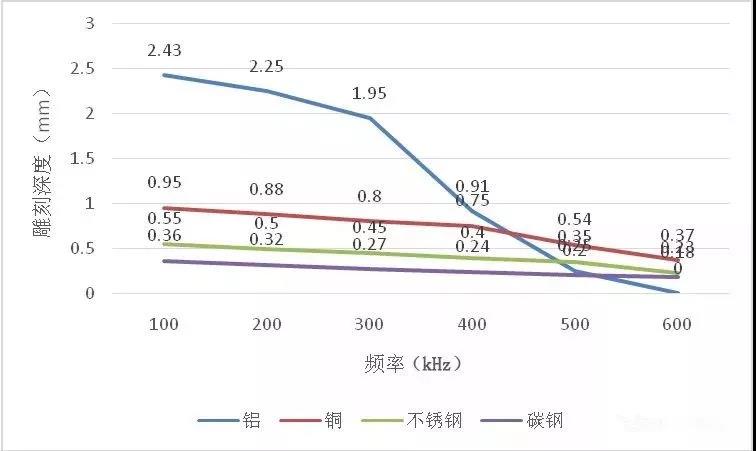
3. يؤثر التردد على عمق النقش
4. السرعة تؤثر على عمق النقش
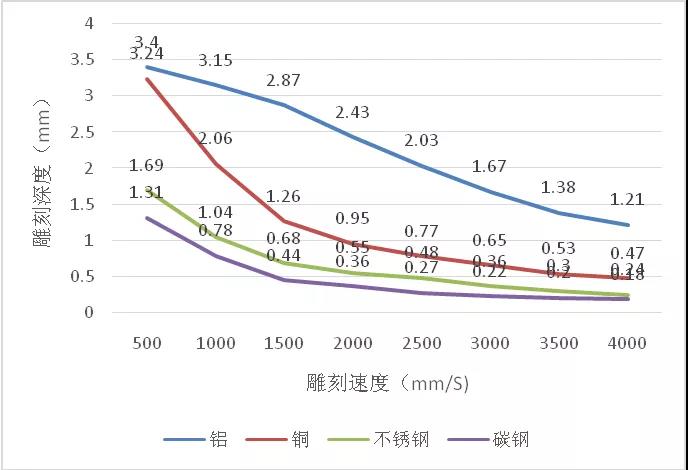
أخيرًا ، كما يتضح من الرسم البياني ، يتناقص عمق النحت مع زيادة سرعة النحت.عندما تكون سرعة النحت 500 مم / ثانية ، يكون عمق النحت لكل مادة هو الحد الأقصى.
لذا فإن أقصى أعماق للألمنيوم المنقوش والنحاس والفولاذ المقاوم للصدأ والفولاذ الكربوني هي 3.4 مم ، 3.24 مم ، 1.69 مم و 1.31 مم ، على التوالي.
5. يؤثر تباعد الملء على عمق النقش
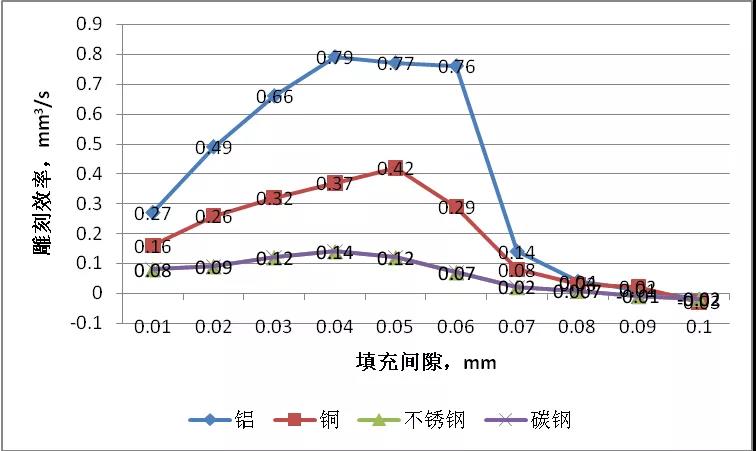
في النهاية ، كثافة الملء 0.01 مم ، عمق النقش للألمنيوم ، أقصى حد من النحاس الأصفر ، الفولاذ المقاوم للصدأ والفولاذ الكربوني.يتناقص عمق النحت مع زيادة فجوة الملء.
ومع ذلك ، ازداد تباعد الملء من 0.01 مم إلى 0.1 مم.تم تقصير الوقت المطلوب لإكمال 100 نقش تدريجيًا عندما كان تباعد الملء أكبر من 0.04 مم.
أخيرًا ، من الواضح أن النطاق الزمني للتقصير يتقلص.
خاتمة
لذلك ، من خلال الاختبارات المذكورة أعلاه ، يمكننا الحصول على معلمات العملية الموصى بها لـ
حفر عميق على خامات معدنية مختلفة باستخدام rfl-100m:
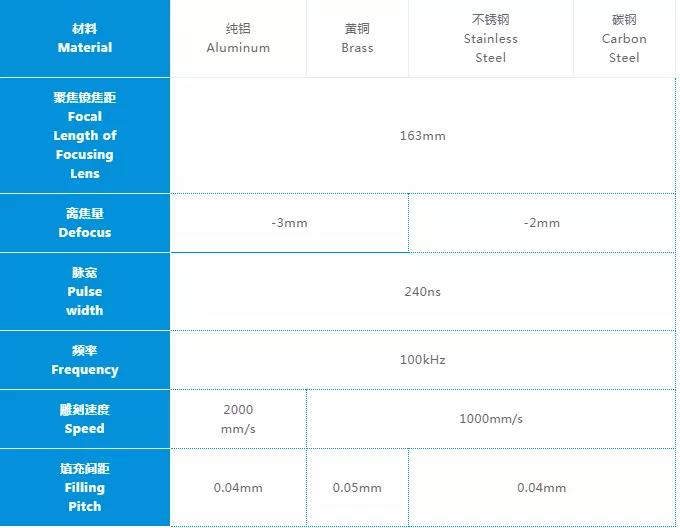
أخيرًا ، إذا كان لديك أي الخلط بين الجهاز ، فيرجى الاتصال بنا XT LASER:
مدير المبيعات: Kalyn
الجوال / سكايب: +86 189853368889 البريد الإلكتروني: xintian125@xtlaser.com
