


10 common problems and solutions in laser cutting carbon steel plate-Eason
Reading
How many people like me, always think that laser cutting is the case! But in fact, there is really a lot of knowledge in the laser cutting, the problem is countless. Some time ago, I took the question to find a Google, there are countless issues to me, like the Yangtze River gushing water, such as the Yellow River flood a very unmanageable. I have to say that after reading all kinds of flower problems and solutions, I feel a lot of knowledge. After finishing, Eason is here to share.
Today’s theme is the high-frequency word in laser cutting-carbon steel. It is also widely used in industrial production and processing.
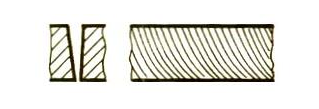
We often say: under normal cutting conditions, the effect of cutting carbon steel (as shown below) should be no slag on metal edge, The cutting lines are in line.
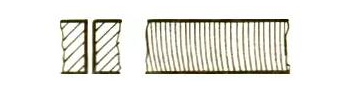
But the actual operation of improper debugging, 90% of the problem , here also give us the solution of these problems, only for the reference to exclude, adjust.
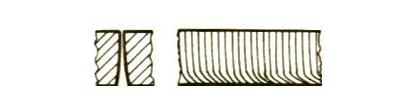
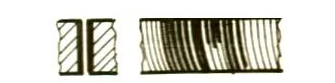
1.The bottom of the traction line has a large offset, the bottom of the incision is wider
Possible causes
(1) The feed rate is too high
(2) laser power is too low
(3) Low air pressure
(4) The focus is too high
>>>>
solution
(1) Reduce feed rate
(2) Increase laser power
(3) Increase air pressure
(4) Reduce focus
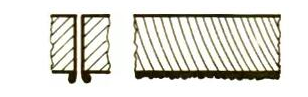
2.The burr on the underside is similar to that of molten slag and is easily removed by drip.
Possible causes
(1) The feed rate is too high
(2) Low air pressure
(3) The focus is too high
>>>>solution
(1) Reduce feed rate
(2) Increase air pressure
(3) Reduce focus
3。The metal burr that is connected together can be removed as a whole block.

Possible causes
The focus is too high
>>>>solution
Reduce focus
4.Metal burrs on the underside are hard to remove.
Possible causes
(1) The feed rate is too high
(2) Low air pressure
(3) Gas impure
(4) The focus is too high
>>>>solution
(1) Reduce feed rate
(2) Increase air pressure
(3) Use of purer gases
(4) Reduce focus
5.Only Burr on the side of the plate incision.

Possible causes
(1) Incorrect nozzle alignment
(2) Defective nozzle mouth
>>>solution
(1) The middle nozzle
(2) Changing nozzle
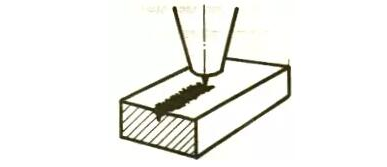
6.The material is discharged from above
Possible causes
(1) Low power
(2) The feed rate is too high
(3) Improper use of auxiliary gas or gas impassability
>>>>solution
Immediately press the pause button to prevent the slag from splashing onto the laser protection lens. Then increase the power and reduce the feed rate. Check the use of auxiliary gas is correct, and reasonable adjustment correction.
7.metal not cut through
Possible causes
(1) Processing gas error (N2)
(2) The feed rate is too high
(3) Low power
(4) Improper use of auxiliary gas or gas impassability
>>>>solution
(1) Press the pause button immediately to prevent the molten slag from splashing onto the laser protection lens.
(2) Use of oxygen as a processing gas
(3) Reduce feed rate increase power
(4) Check the use of auxiliary gas is correct, and reasonable adjustment correction.
8.Cutting surface is not precise

Possible causes
(1) The air pressure is too high
(2) The nozzle is damaged.
(3) Nozzle diameter not suitable
(4) The material surface has the rust mark or the corrosion is serious
>>>>solution
(1) Reduce air pressure
(2) Replace nozzle
(3) Install suitable nozzle
(4) using smooth and uniform surface materials
9.Without burrs, the traction line tilts, the incision becomes narrower at the bottom
Possible causes
Feed rate is too high
>>>>solution
Reduce feed rate
10.Cutting surface texture is very rough
Possible causes
(1) The focus is too high
(2) The air pressure is too high
(3) Low feed rate
(4) The material is too hot
>>>>solution
(1) Reduce focus
(2) Reduce air pressure
(3) Increase feed rate
(4) Cooling material
hope to be useful to everyone. You have any questions or comments, you can leave a message to tell us ~
Eason
wechat:008615554180652
Email:lasermachine02@xtlaser.com
skype;Eason Yang
